 English
English Deutsch
Deutsch Español
Español Русский
Русский 한국인
한국인 Tiếng Việt
Tiếng Việt Thai
Thai Italiano
Italiano فارسی
فارسی Português
Português Français
Français عربي
عربي Türkçe
Türkçe Polski
Polski-
-

- Tournage CNC BOS Precision est un fabricant professionnel de pièces de moule de précision. Notre service de tournage CNC peut être utilisé pour traiter des conceptions allant de pièces simples à des pièces de moule de précision complexes selon vos spécifications de plan.
-
-
-

- Rectification de surface CNC BOS Precision fournit des services de rectification de surface de haute qualité grâce à des années d'expérience de traitement dans l'industrie. Notre usine est équipée de rectifieuses CNC et de rectifieuses manuelles avec des meules qui tournent et rectifient les pièces pour atteindre la planéité requise.
-
-
-

- Électroérosion à fil Les machines d'électroérosion à fil CNC exploitent un courant électrique contrôlé pour traiter diverses formes complexes par corrosion électrochimique.
-
-
-

- Fraisage CNC BOS Precision dispose des outils, de la technologie et de la formation nécessaires pour appliquer le fraisage CNC à tout projet, du début à la fin. Que vous ayez besoin de jauges de précision, de fixations, de matrices d'estampage, de moules, de prototypes ou de séries de production, BOS Precision propose des services de fraisage CNC pour répondre à toutes vos exigences.
-
-
-
- Rectification ID/OD Chez BOS Precision, nous utilisons des meules à grande vitesse pour finir la surface de divers produits. Nous opérons avec une grande précision et uniformité pour répondre à vos besoins spécifiques.
-
-
-

- Électroérosion par enfonçage L'électroérosion par enfonçage est une solution idéale pour le traitement de moules et de pièces à faible risque. BOS Precision possède une riche expérience dans l'usinage par électroérosion, c'est pourquoi nous proposons des services avec notre électroérosion par enfonçage et notre personnel actuels, comme le traitement de pièces de moule ou de petites pièces.
-

- Accueil
- Service de traitement de produits
- Perçage par électroérosion de petits trous
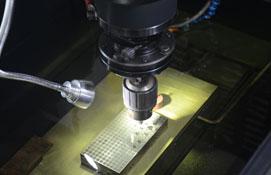
Perçage par électroérosion de petits trous

La plupart des machines de perçage EDM sont commandées par CNC, cependant, certaines sont en réalité montées sur la table d'une fraiseuse CNC. En installant un dispositif de perçage EDM sur une fraiseuse CNC, BOS Precision propose des services de perçage EDM de micro-trous et de petits trous sur des pièces de plus de 2 200 livres et de plus de 40 pouces de long. La taille et le poids sont rarement une restriction lors du perçage rapide de petits trous chez BOS Precision.
+/- 0.001” TOLÉRANCE :
Tolérance typique mais peut varier selon le type de matériau.
Trous de diamètre 0,004” à 0,25” :
KLH dispose d'une variété de configurations de tubes à un ou plusieurs canaux.
Enveloppe de travail 41” x 19” x 23” :
Les perceuses non submersibles n'ont pratiquement aucune limite sur les axes X et Y.
Trou sans bavure :
Le processus d'érosion par étincelle laisse des trous propres, prêts pour l'industrie médicale.
TOUT MATÉRIAU CONDUCTEUR :
Perce les métaux tendres ou durs, le graphite, le carbure et le diamant polycristallin.
CHANGEUR D'OUTIL ÉLECTRODE :
Perçage EDM de production ininterrompue avec jusqu'à 16 électrodes et 4 tailles différentes.
Le perçage EDM de petits trous utilise le principe de l'érosion par étincelle pour brûler rapidement des micro-trous dans un matériau électriquement conducteur. Contrairement à l'enfonçage EDM, qui utilise des électrodes personnalisées, le perçage EDM de petits trous utilise un tube en laiton ou en cuivre comme électrode. Lorsque l'électrode chargée est abaissée dans la pièce, une broche fait tourner le tube pour répartir uniformément l'usure de l'électrode, éliminer les débris et garantir une rondeur uniforme.
Envoyer une demande
Si vous êtes intéressé par ce produit, n'hésitez pas à nous contacter à tout moment !